- Home
- Products
- Plastic Mold Making (18)
- Stamping Mold Making (5)
- Plastic Injection Molding (9)
- Rapid Prototyping (9)
- Rubber Silicone Molding (9)
- Plastic Overmolding (7)
- Metal Parts Stamping (15)
- Aluminium Alloy Die Casting (14)
- CNC Machining (9)
- Thread Molding (6)
- Plastic Medical Tooling (6)
- Lighting (4)
- Auto Parts Making (6)
- Other Plastic Making (7)
- Tags (0)
- Services
- Technologies
- News
- About
- Contact
Reasons for Defects of Injection Molding Products Based on the Case Analysis (Part Two)
3. Causes and improvement measures of jetting
The molten resin flows in the form of jetting. When the flow flows from a narrow place to a wide place, if the flow rate is too fast, it will sometimes fly in a short ribbon pattern and flow without touching the mold, which is called jetting. Some jetting has a short ribbon shape on the surface of the finished product, and some are in the form of mist. The reasons for their occurrences are as follows:
(1) Because the smaller the gate is, the greater the pressure becomes; the faster the speed is, the greater the flying energy becomes, and the more serious the jetting will be.
(2) In the case of the same gate diameter, the faster the injection speed is, the more serious the jetting becomes.
(3) When the gate diameter and injection speed are the same, the higher the resin viscosity is, the more serious the jetting will be.
(4) The pressure maintaining can make the jetting less obvious to a certain extent, but if the pressure maintaining is not fully applied, the jetting will be very obvious.
The improvement measures for jetting are as follows:
The molten resin flows in the form of jetting. When the flow flows from a narrow place to a wide place, if the flow rate is too fast, it will sometimes fly in a short ribbon pattern and flow without touching the mold, which is called jetting. Some jetting has a short ribbon shape on the surface of the finished product, and some are in the form of mist. The reasons for their occurrences are as follows:
(1) Because the smaller the gate is, the greater the pressure becomes; the faster the speed is, the greater the flying energy becomes, and the more serious the jetting will be.
(2) In the case of the same gate diameter, the faster the injection speed is, the more serious the jetting becomes.
(3) When the gate diameter and injection speed are the same, the higher the resin viscosity is, the more serious the jetting will be.
(4) The pressure maintaining can make the jetting less obvious to a certain extent, but if the pressure maintaining is not fully applied, the jetting will be very obvious.
The improvement measures for jetting are as follows:
(1) Increase the gate's size or increase the number of gates.
(2) Change the gate's position.
(3) Reduce the injection speed, multi-stage injection can be used and only reduce
the speed when the molten resin goes through the gate.
(4) Reducing the viscosity of resin; increase resin temperature, mold temperature, etc.
(5) Check the pressure maintaining.
(6) Increase the temperature of the barrel.
(7) A circular arc transition should be provided between the gate and the mold wall.
4. The example analysis of jetting
In the production of a back cover of a mobile phone, the customer specified the gate location, and at the same time restricted its structure and gate location not to be changed, as shown in Figure 3. After the trial production, it was found that the product had a serious jetting and insufficient filling, as shown in Figure 4. First, the method of adjusting the molding process parameters was adopted, but it was found that there were still defects in the parts. The adjustment of the molding process parameters failed. Meanwhile, because of the appearance requirements for the mobile phone's case, generally, only point gates can be used. The jetting cannot be eliminated by increasing the gate's size. Therefore, we try to reduce the viscosity of the resin to improve the jetting and analyze the filling state of different plastic materials by using Moldflow.
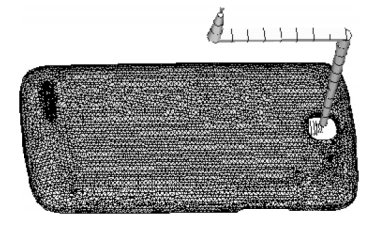
Figure 3 Locations of gates

Figure 4 Jetting
According to the strength requirement for the part, the first selected material is PC (polycarbonate) in the design. Use Moldflow to analyze the filling of the part; check whether the filling process of the part is balanced and whether the part can be completely filled. The filling pressure is 139.75 MPa and the flow rate is 20.02cm3/s. Figure 5 shows the results of the filling analysis of PC. It can be seen that the temperature of the front melt flow reaches 322℃ from Figure 5, and there is a lack of materials and cold shuts at the end of the product.

Figure 5 Analysis results of PC filling
Given a lack of materials in the selection of PC, PC plus ABS are now selected. The viscosity of PC plus ABS is lower than that of PC, and its filling pressure is 120.31MPa; the flow rate is 15.37cm3/s. Figure 6 shows the filling analysis of PC plus ABS. Compared with PC, the filling pressure and melt flow rate of PC plus ABS drop significantly. The decrease in filling pressure and melt flow rate can restrain the generation of jetting. The temperature of the front melt flow reaches 259.4 ℃. There is no lack of material at the end of the product, but there are still slight smelting marks, which can be completely solved by creating discharge vents.
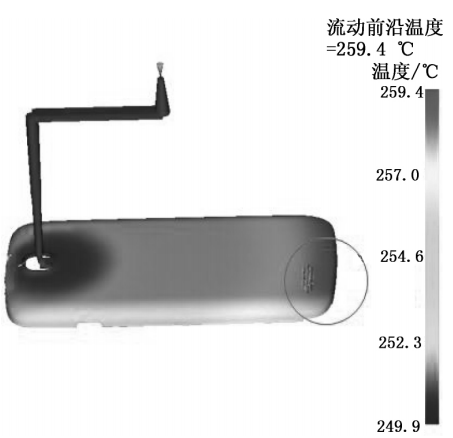
Figure 6 Filling analysis results of PC plus ABS
By using PC plus ABS instead of PC as the material of the parts, the jetting of the back case can be solved. Figure 7 shows the trial product, which has a smooth appearance, no defects, and meets the design requirements. The size of the trial product is tested and it meets the design requirements.
Figure 7 The trial production of the back case
(3) Reduce the injection speed, multi-stage injection can be used and only reduce
the speed when the molten resin goes through the gate.
(4) Reducing the viscosity of resin; increase resin temperature, mold temperature, etc.
(5) Check the pressure maintaining.
(6) Increase the temperature of the barrel.
(7) A circular arc transition should be provided between the gate and the mold wall.
4. The example analysis of jetting
In the production of a back cover of a mobile phone, the customer specified the gate location, and at the same time restricted its structure and gate location not to be changed, as shown in Figure 3. After the trial production, it was found that the product had a serious jetting and insufficient filling, as shown in Figure 4. First, the method of adjusting the molding process parameters was adopted, but it was found that there were still defects in the parts. The adjustment of the molding process parameters failed. Meanwhile, because of the appearance requirements for the mobile phone's case, generally, only point gates can be used. The jetting cannot be eliminated by increasing the gate's size. Therefore, we try to reduce the viscosity of the resin to improve the jetting and analyze the filling state of different plastic materials by using Moldflow.
Figure 3 Locations of gates
Figure 4 Jetting
According to the strength requirement for the part, the first selected material is PC (polycarbonate) in the design. Use Moldflow to analyze the filling of the part; check whether the filling process of the part is balanced and whether the part can be completely filled. The filling pressure is 139.75 MPa and the flow rate is 20.02cm3/s. Figure 5 shows the results of the filling analysis of PC. It can be seen that the temperature of the front melt flow reaches 322℃ from Figure 5, and there is a lack of materials and cold shuts at the end of the product.
Figure 5 Analysis results of PC filling
Given a lack of materials in the selection of PC, PC plus ABS are now selected. The viscosity of PC plus ABS is lower than that of PC, and its filling pressure is 120.31MPa; the flow rate is 15.37cm3/s. Figure 6 shows the filling analysis of PC plus ABS. Compared with PC, the filling pressure and melt flow rate of PC plus ABS drop significantly. The decrease in filling pressure and melt flow rate can restrain the generation of jetting. The temperature of the front melt flow reaches 259.4 ℃. There is no lack of material at the end of the product, but there are still slight smelting marks, which can be completely solved by creating discharge vents.
Figure 6 Filling analysis results of PC plus ABS
By using PC plus ABS instead of PC as the material of the parts, the jetting of the back case can be solved. Figure 7 shows the trial product, which has a smooth appearance, no defects, and meets the design requirements. The size of the trial product is tested and it meets the design requirements.
Figure 7 The trial production of the back case
5. Conclusion
The flow mark of mirror products is improved by changing the molding parameters such as pressure maintaining in this article, combined with causes and measures of flow marks and jetting. For the jetting of back covers of mobile phones, analyze the flow and filling of different plastic materials by using Moldflow. The molding material of the product was changed from the original PC to PC plus ABS. After the trial production, the appearance and size of the product met the design requirements.

Related News
- Response Strategies for Rapid Prototyping of Metal in the Mechanical Manufacturing
- Applications and Challenges of Rapid Prototyping in Micro-Machining Manufacturing
- Rapid Prototyping of Metals in Mechanical Manufacturing
- Quality Control for the Injection Molding of Automotive Interior Parts
- Solutions to Defects in Injection Molding of Automotive Interior Parts
- The Glossiness of Injection Molded Products
- Painting Injection Molding Parts
- How to Distinguish Various Types of Plastics?
- Characteristics of Plastics
- The Stamping Industry
Services
Advantages
Low Cost
Topper leverages an offshore plastic mold making plant with a lower cost structure in order to offer lower pricing than Topper's competitors.
High Quality
Quick Turnaround
Topper leverages an offshore plastic mold making plant with a lower cost structure in order to offer lower pricing than Topper's competitors.
High Quality
Topper is ISO 9001:2008 certified, and Topper processing quality systems ensure that your parts are the highest quality possible for your applications.
Quick Turnaround
Topper offers three different shipping methods, including next day air, to accommodate your timing and budget requirements.
Online Quotes
Topper interactive online quotation system provides instant quotes for plastic mold making, injection molding, CNC machining and die casting.
Online Quotes
Topper interactive online quotation system provides instant quotes for plastic mold making, injection molding, CNC machining and die casting.
Follow Us
Topper is a professional plastic mold manufacturer in China, our injection molding service covers all walks of life, including medical, electronics, auto parts, appliance, etc.
Contact Us
Topper Plastic Mold Co., Ltd.
Address: No. 879, Xiahe Road, Xiamen, Fujian, China
Tel: 0086-592-5819200
Email: [email protected]
Website: https://www.plastic-mold.com
Copyright © China Plastic Mold Co., Ltd. Robot Arm for Injection Molding. Privacy Policy | Terms of Service | Sitemap
Website Design & Support: jeawin.com