3D Printing Shortens the Molding Cycle of Gear Products
The cooling of plastic products during injection molding is mainly completed by the mold cooling water channel, but the traditional cooling water channel is manufactured by machining processes such as milling machines. The water channel can only be a cylindrical straight hole, which cannot completely attach to the surface of the injection molded part, resulting in low and uneven cooling efficiency, a long injection molding cycle and a large amount of product deformation. The 3D printed water channel can be of any shape and cross-section. By changing the shape and cross-section, the water channel can be evenly arranged to achieve a faster and more uniform cooling effect.
In the injection molding process, problems such as incomplete filling and sink marks may occur. After the mold is opened, there will be problems such as air lines, welding marks, and warping. Through statistical analysis of mold processing problems in the past, it is found that more than 50% of quality problems of mold products are caused by improper temperature control. In order to better control the mold temperature, the waterway process with additive manufacturing was introduced into the field of injection mold manufacturing. For gear injection molded parts, there are high requirements for gear motion accuracy, stability and tooth profile parameters. Otherwise, problems such as noise and vibration will occur.
The analysis of the gear
The internal gear shown in the picture below requires no burrs on the tooth surface and no scratches on the teeth; the internal gear has high precision, the total radial deviation (Fi) of the cylindrical gear and comprehensive deviation of the gear radial circle (fi) are all within 0.05mm. The surface gloss of the gear is good, and there are no process defects such as unsatisfactory filling, burrs, shrinkage holes, etc.; it has good chemical stability, corrosion resistance, dimensional stability, long service life and good bending strength and it is not affected by humidity. According to the above requirements, PA66 is chosen for the plastic gear.
When the traditional mold is used to manufacture the injection part, the cooling water path can only be designed in a straight line, and the drilling machine is used for processing. It is simple and convenient, and has high processing efficiency. However, the cooling is uneven and the production efficiency is low. Uneven cooling inside the injection molded parts will affect the gear accuracy, so the conformal waterway is adopted for the core and cavity.
Designing the runner system
The size of the product is small and it has a great production volume. There is a hole in the middle. The mold adopts a mold with two cavities and a pin-point gate for feeding. The feeding has a disc shape. The distance between the two adjacent cavities is 30mm, and the distance between the opposite two cavities is 40mm. There are high requirements for the waterway due to the high precision requirements of the internal gear of this product. The design of the runner system is shown in the picture below.
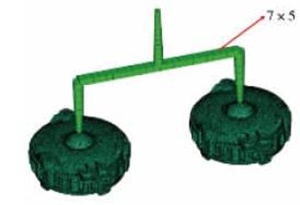
Designing conformal waterways
The conformal waterway can effectively avoid the drawbacks of the traditional waterway. a more efficient cooling effect can be obtained. The conformal waterway in this case is shown in the picture below.

Horizontal contrast
The core inserts with conformal cooling to be processed is shown in the picture below. The mold core insert is printed by additive manufacturing technology. The assembly schematic is shown in the picture below, and it is installed on the mold for debugging. In this case, two sets of molds using traditional cooling water channels and 3D printed conformal water channels were selected for comparison. The parameters for comparison included the cooling time and product yield.
For the produced products, we use the intelligent gear double-sided meshing comprehensive tester to measure the accuracy of the gears. The relevant data are shown in the following picture:
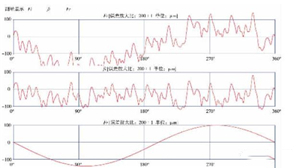
Traditional cooling waterway- the accuracy of the gear
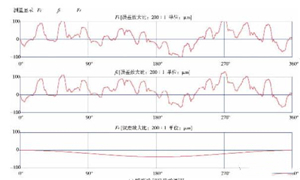
Conformal cooling waterway - the accuracy of the gear
It can be seen from the above picture that the fluctuation of the three test parameters (Fi, fi and Fr) of the trial-manufactured gear using conformal cooling is the smallest, and the rejection rate is the lowest. At the same time, the cooling time of the ordinary mold core of the precision internal gear in the machine test is 40 seconds, while the cooling time of the mold core using the conformal cooling water channel is 17s. The molding cycle is shortened by adding the metal additive manufacturing mold with conformal cooling technology. The molding cycle shortens about 40%.
Conclusion
The design of the cooling system for injection molded products is very important for the accuracy and efficiency of the internal gear. Reasonable parameter settings for cooling waterways have a significant impact on cooling efficiency. The impact of conformal cooling systems on the forming time and accuracy of the gear is very obvious. After introducing the conformal waterway, the scrap rate is reduced to zero, and the molding time is shortened by about 40%. Therefore, the conformal waterway has very significant advantages in mold design based on additive manufacturing.
In the injection molding process, problems such as incomplete filling and sink marks may occur. After the mold is opened, there will be problems such as air lines, welding marks, and warping. Through statistical analysis of mold processing problems in the past, it is found that more than 50% of quality problems of mold products are caused by improper temperature control. In order to better control the mold temperature, the waterway process with additive manufacturing was introduced into the field of injection mold manufacturing. For gear injection molded parts, there are high requirements for gear motion accuracy, stability and tooth profile parameters. Otherwise, problems such as noise and vibration will occur.
The analysis of the gear
The internal gear shown in the picture below requires no burrs on the tooth surface and no scratches on the teeth; the internal gear has high precision, the total radial deviation (Fi) of the cylindrical gear and comprehensive deviation of the gear radial circle (fi) are all within 0.05mm. The surface gloss of the gear is good, and there are no process defects such as unsatisfactory filling, burrs, shrinkage holes, etc.; it has good chemical stability, corrosion resistance, dimensional stability, long service life and good bending strength and it is not affected by humidity. According to the above requirements, PA66 is chosen for the plastic gear.
When the traditional mold is used to manufacture the injection part, the cooling water path can only be designed in a straight line, and the drilling machine is used for processing. It is simple and convenient, and has high processing efficiency. However, the cooling is uneven and the production efficiency is low. Uneven cooling inside the injection molded parts will affect the gear accuracy, so the conformal waterway is adopted for the core and cavity.
Designing the runner system
The size of the product is small and it has a great production volume. There is a hole in the middle. The mold adopts a mold with two cavities and a pin-point gate for feeding. The feeding has a disc shape. The distance between the two adjacent cavities is 30mm, and the distance between the opposite two cavities is 40mm. There are high requirements for the waterway due to the high precision requirements of the internal gear of this product. The design of the runner system is shown in the picture below.
Designing conformal waterways
The conformal waterway can effectively avoid the drawbacks of the traditional waterway. a more efficient cooling effect can be obtained. The conformal waterway in this case is shown in the picture below.
Horizontal contrast
The core inserts with conformal cooling to be processed is shown in the picture below. The mold core insert is printed by additive manufacturing technology. The assembly schematic is shown in the picture below, and it is installed on the mold for debugging. In this case, two sets of molds using traditional cooling water channels and 3D printed conformal water channels were selected for comparison. The parameters for comparison included the cooling time and product yield.
For the produced products, we use the intelligent gear double-sided meshing comprehensive tester to measure the accuracy of the gears. The relevant data are shown in the following picture:
Traditional cooling waterway- the accuracy of the gear
Conformal cooling waterway - the accuracy of the gear
It can be seen from the above picture that the fluctuation of the three test parameters (Fi, fi and Fr) of the trial-manufactured gear using conformal cooling is the smallest, and the rejection rate is the lowest. At the same time, the cooling time of the ordinary mold core of the precision internal gear in the machine test is 40 seconds, while the cooling time of the mold core using the conformal cooling water channel is 17s. The molding cycle is shortened by adding the metal additive manufacturing mold with conformal cooling technology. The molding cycle shortens about 40%.
Conclusion
The design of the cooling system for injection molded products is very important for the accuracy and efficiency of the internal gear. Reasonable parameter settings for cooling waterways have a significant impact on cooling efficiency. The impact of conformal cooling systems on the forming time and accuracy of the gear is very obvious. After introducing the conformal waterway, the scrap rate is reduced to zero, and the molding time is shortened by about 40%. Therefore, the conformal waterway has very significant advantages in mold design based on additive manufacturing.

Related News
- Design of Two-stage Overmolding for Automobile Headlight Cover
- Research on Stamping of Complex Aerospace Sheet Metal Components (Part Two)
- Research on Stamping of Complex Aerospace Sheet Metal Components (Part one)
- Design of the Upper Cover of a Household Air Conditioner Remote Control
- The Mold Cavity of Overmolding Handheld Forehead Thermometer Casing
- Overmolding Handheld Forehead Thermometer Shells
- Defects of Overmolded Lampshades
- An Introduction to Overmolding
- Overmolding Lampshades For Car Headlights
- Deformation of Plastic Components
News
Advantages
Low Cost
Topper leverages an offshore plastic mold making plant with a lower cost structure in order to offer lower pricing than Topper's competitors.
High Quality
Quick Turnaround
Topper leverages an offshore plastic mold making plant with a lower cost structure in order to offer lower pricing than Topper's competitors.
High Quality
Topper is ISO 9001:2008 certified, and Topper processing quality systems ensure that your parts are the highest quality possible for your applications.
Quick Turnaround
Topper offers three different shipping methods, including next day air, to accommodate your timing and budget requirements.
Online Quotes
Topper interactive online quotation system provides instant quotes for plastic mold making, injection molding, CNC machining and die casting.
Online Quotes
Topper interactive online quotation system provides instant quotes for plastic mold making, injection molding, CNC machining and die casting.
Follow Us
Topper is a professional plastic mold manufacturer in China, our injection molding service covers all walks of life, including medical, electronics, auto parts, appliance, etc.
Contact Us
Topper Plastic Mold Co., Ltd.
Address: No. 879, Xiahe Road, Xiamen, Fujian, China
Tel: 0086-592-5819200
Email: [email protected]
Website: https://www.plastic-mold.com
Copyright © China Plastic Mold Co., Ltd. Robot Arm for Injection Molding. Privacy Policy | Terms of Service | Sitemap
Website Design & Support: jeawin.com